气焊火焰分类、温度及应用场景。附:不同火焰对应不同的焊接材料
🔩说明:本文由焊接人小编整理发布,未经允许请勿转载!部分文字图片来自书籍、网络、百度,作者不详,版权归原作者所有,如涉及侵权或对版权有疑问,请联系删除处理
本文链接:http://www.hanjieren.com/hanjiejishu/qihanhuoyanfenleiwen.html

🔩说明:本文由焊接人小编整理发布,未经允许请勿转载!部分文字图片来自书籍、网络、百度,作者不详,版权归原作者所有,如涉及侵权或对版权有疑问,请联系删除处理
本文链接:http://www.hanjieren.com/hanjiejishu/qihanhuoyanfenleiwen.html
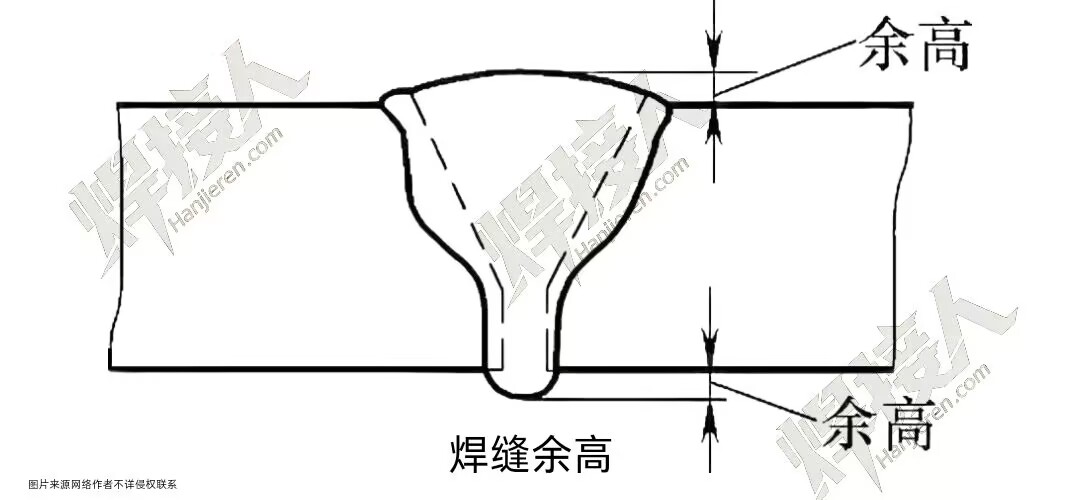
焊接时总纠结:焊缝表面该留个小凸起吗?留高了怕出问题,留平了又担心强度不够?其实这个“小凸起”就是焊缝余高,把控好它是焊缝质量达标的关键一步。…
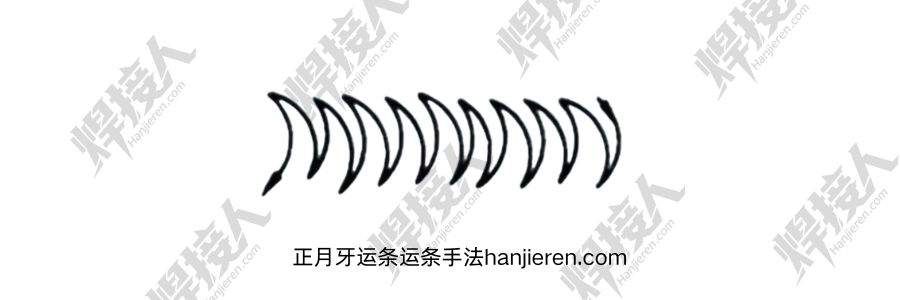
管道焊接时,环形焊缝熔池偏流、密封性不足,是影响质量的关键问题。很多焊工参数正确,却依然出现缺陷。其实,运条手法才是核心,正月牙运条正是管道焊接的关键。…
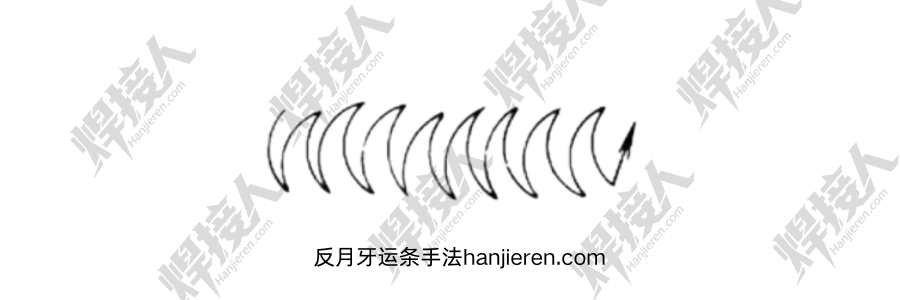
立焊、仰焊时,铁水下坠、熔池塌陷,是焊工最难攻克的问题。参数反复调整,缺陷依然存在。其实,运条手法才是关键,反月牙运条正是解决立仰焊难题的核心。…

进二退一也叫直线往复式运条手法,在大间隙焊接、薄板焊接时,烧穿、漏铁水频发,是焊工最头疼的问题。参数调低仍难控制,其实,运条手法才是关键,进二退一运条正是防穿补缝的核心。…
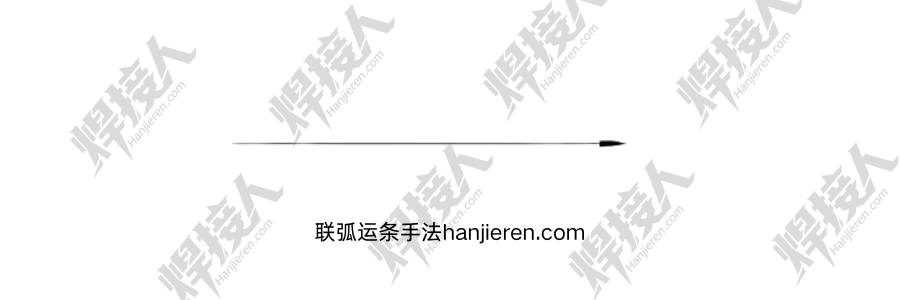
坡口填充时,接头多、气孔夹渣频发,效率低下,是批量焊接的痛点。断弧操作难控质量,其实,运条手法才是关键,连弧焊法正是高效填充的核心。连弧焊法是高效率运条方式,…
你有没有想过,为什么焊接黄铜、铝这类材料时,焊缝总容易出现气孔和裂纹?其实问题不在于你的手艺,而是少了一位“隐形保护神”——气焊熔剂。

气焊熔剂的核心作用,就是防止金属氧化、清除已经形成的氧化物。在焊接铜、铝、铸铁、不锈钢等容易氧化的材料时,它是必不可少的。如果没有它,高温下的金属表面会迅速生成一层致密的氧化膜,不仅阻碍母材和焊丝的熔合,还会让焊缝出现缺陷。

目前常用的气焊熔剂主要分四类,每一类都有自己的“专属任务”:
1.气剂101(CJ101):熔点900℃,专门用于不锈钢和耐热钢焊接,能有效去除铬、镍等元素的氧化物,保证焊缝耐腐蚀。
2.气剂201(CJ201):熔点650℃,是铸铁焊接的“专属搭档”,能溶解铸铁表面的氧化硅,防止焊缝产生气孔和裂纹。
3.气剂301(CJ301):熔点650℃,针对铜及铜合金,能分解氧化铜,避免锌元素蒸发导致的焊缝强度下降。
4.气剂401(CJ401):熔点560℃,是铝及铝合金的“保护盾”,可以破坏氧化铝薄膜,让焊缝熔合得更牢固。

选择熔剂的原则很简单:看焊件材料,选对应型号。就像不同的锁配不同的钥匙,选对熔剂,才能让焊缝既牢固又美观。
气焊熔剂不是可有可无的配角,而是金属焊接里的“隐形保护神”。懂了熔剂的门道,你才算真正摸到了气焊的门槛。