常见焊材母材对照表
🔩说明:本文由焊接人小编整理发布,未经允许请勿转载!部分文字图片来自书籍、网络、百度,作者不详,版权归原作者所有,如涉及侵权或对版权有疑问,请联系删除处理
本文链接:http://www.hanjieren.com/hanjiejishu/14A62d77BC721598.html

🔩说明:本文由焊接人小编整理发布,未经允许请勿转载!部分文字图片来自书籍、网络、百度,作者不详,版权归原作者所有,如涉及侵权或对版权有疑问,请联系删除处理
本文链接:http://www.hanjieren.com/hanjiejishu/14A62d77BC721598.html
上一篇:焊条电弧焊焊接管道如何接头与起弧
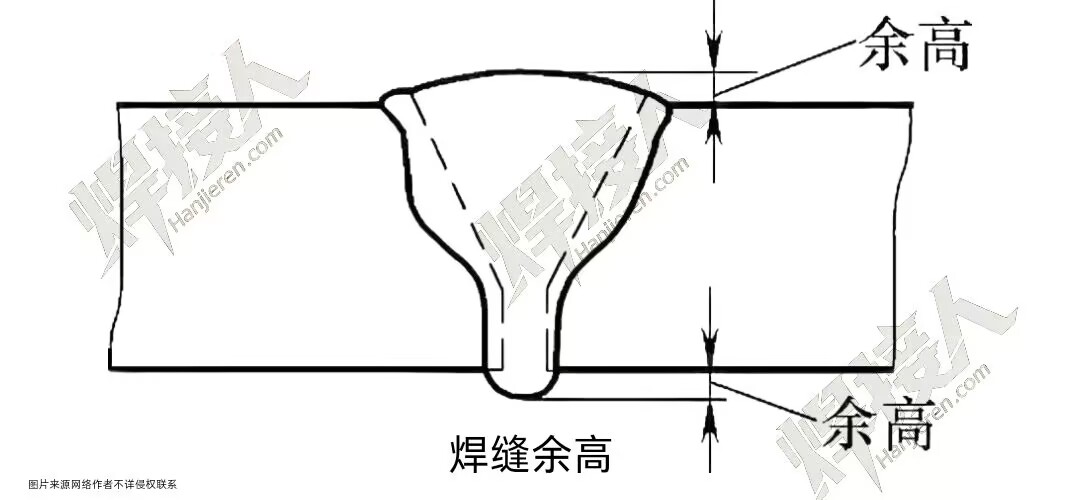
焊接时总纠结:焊缝表面该留个小凸起吗?留高了怕出问题,留平了又担心强度不够?其实这个“小凸起”就是焊缝余高,把控好它是焊缝质量达标的关键一步。…
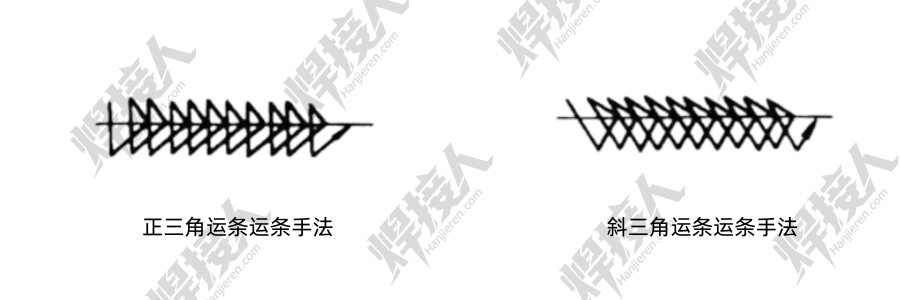
立焊填充时,坡口底部未焊透、夹渣频发,是很多焊工的常见困扰。即便电流合适,缺陷依然不断。其实,运条手法才是关键,三角运条正是解决这类问题的核心。…
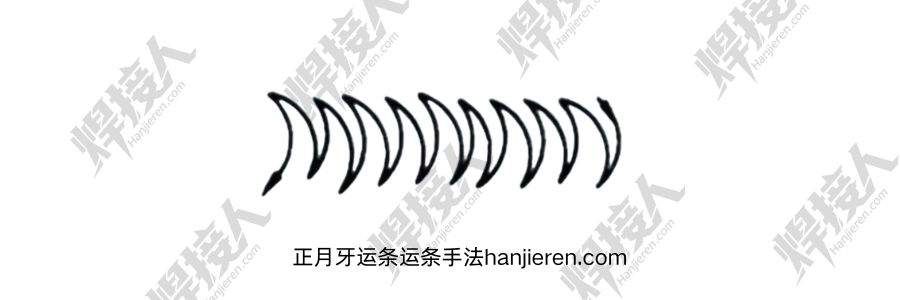
管道焊接时,环形焊缝熔池偏流、密封性不足,是影响质量的关键问题。很多焊工参数正确,却依然出现缺陷。其实,运条手法才是核心,正月牙运条正是管道焊接的关键。…

焊口填充时,坡口死角未熔合、夹渣残留,返修率居高不下,是焊工的常见困扰。即便操作谨慎,缺陷依然频发。其实,运条手法才是关键,斜锯齿运条正是控渣防缺的核心。…
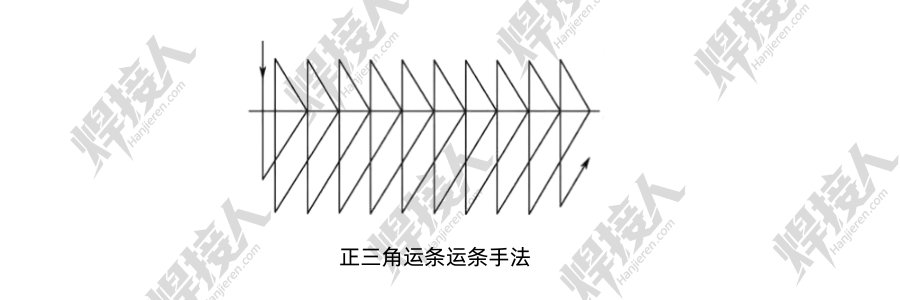
二保焊立焊时,熔池流动性强、易下坠,成型难控,是焊工的常见困扰。参数合适仍难稳定,其实,运条手法才是关键,正三角运条正是二保焊立焊的核心。…
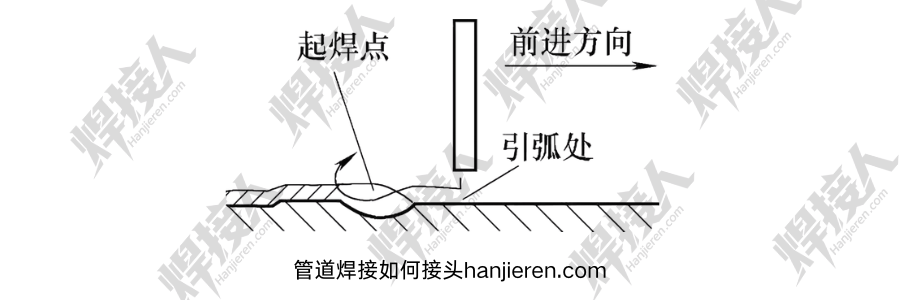
新手焊工刚上手操作,常常面临起弧不稳、接头不规整的难题,不仅影响焊缝美观,还埋下质量隐患。掌握标准的起弧与接头方法,是焊好每一道焊缝的第一步。引弧是焊接的核心起步动作,操作规范直接决定焊接质量。正式施…
焊接中缺陷返修很常见,但为啥同一部位不能反复修?新人常踩坑,修到第三次还不合格,既费料又留安全隐患,返修次数的规矩到底该咋守?

返修不是常规操作,而是对超标缺陷的补救,本身就意味着成本增加、风险上升,而限制返修次数,本质是给焊接质量设的“技术刹车线”,不是单纯的硬性规定。行业里有个通用共识:焊缝同一部位返修不宜超过2次,压力容器、核电、船舶海工等领域都遵循这个标准,超次需技术负责人严格审批。
那怎么界定“同一部位”?简单说,只要返修区域在焊缝长度、厚度方向有重叠,就算同一部位,哪怕表面位置不同,厚度方向重叠了,返修次数和厚度也要累计算,这一点新人一定要记牢。
为啥卡2次这个数?核心是保护焊缝性能。每次返修的热循环,会让焊缝热影响区晶粒粗化,像42CrMo这类材料还会出现软化或硬化,多次返修还会叠加残余应力,轻则降低焊缝韧性,重则诱发裂纹,大幅缩短设备服役寿命。而且二次返修还不合格,大概率是工艺、材料、操作有系统性问题,不找根因再修,失败率只会更高。
返修也有明确流程,原始焊接不算次数,第一次、第二次返修需规范记录,标注返修的位置、尺寸。若两次返修仍不合格,必须立即停工,排查问题根源,评估材料性能,再决定是优化工艺返修,还是局部更换,全程需技术人员监督。
新人实操要牢记:能一次焊合格就绝不返修,首次返修就要分析原因,不忽视任何小缺陷,严格按规范把控每一次操作,这才是最省成本、最保安全的做法。
一次合格是焊接的初心,严控返修是质量的底线,守好次数规矩,焊出的每一道缝都是安全保障。