焊缝宽度与焊趾有什么不同与作用
🔩说明:本文由焊接人小编整理发布,未经允许请勿转载!部分文字图片来自书籍、网络、百度,作者不详,版权归原作者所有,如涉及侵权或对版权有疑问,请联系删除处理
本文链接:http://www.hanjieren.com/hanjiejishu/hanfengkuanduyuhanzh.html

🔩说明:本文由焊接人小编整理发布,未经允许请勿转载!部分文字图片来自书籍、网络、百度,作者不详,版权归原作者所有,如涉及侵权或对版权有疑问,请联系删除处理
本文链接:http://www.hanjieren.com/hanjiejishu/hanfengkuanduyuhanzh.html
上一篇:焊接接头的形式
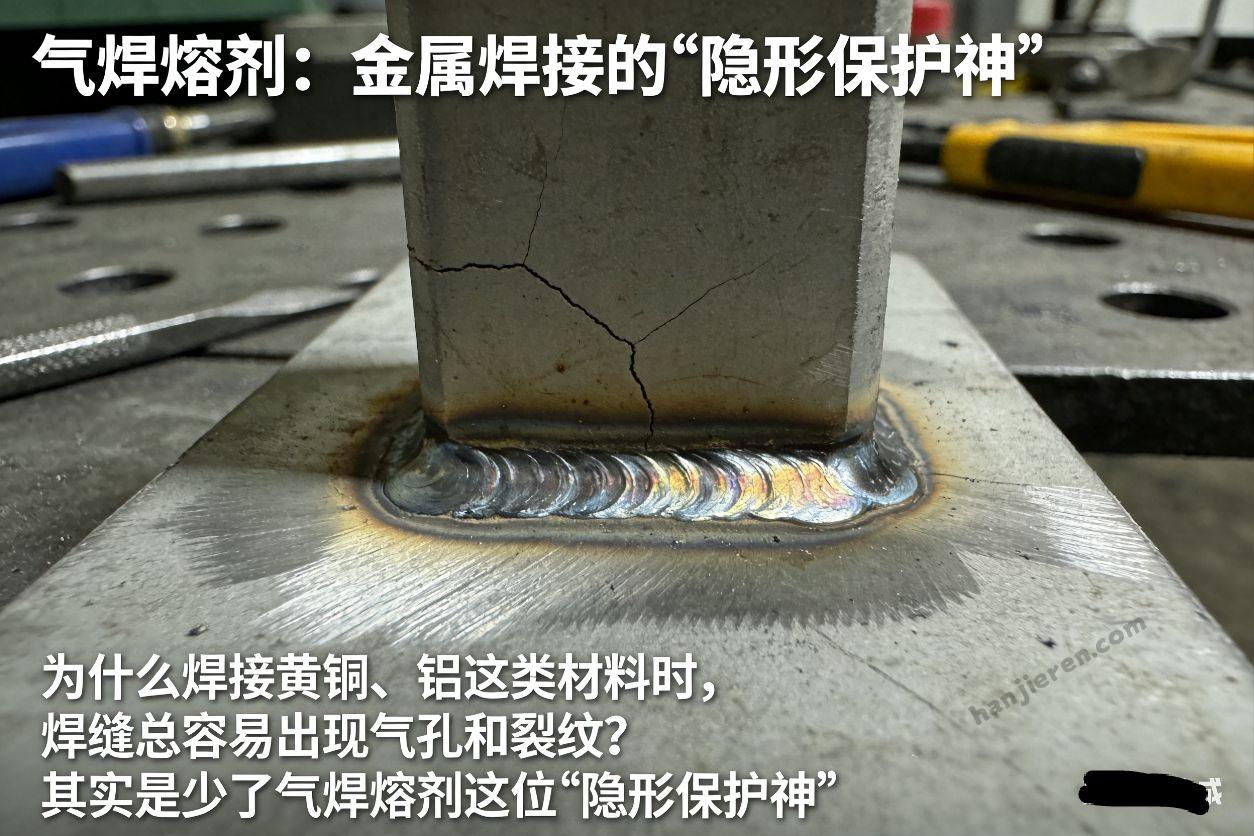
你有没有想过,为什么焊接黄铜、铝这类材料时,焊缝总容易出现气孔和裂纹?其实问题不在于你的手艺,而是少了一位“隐形保护神”——气焊熔剂。…
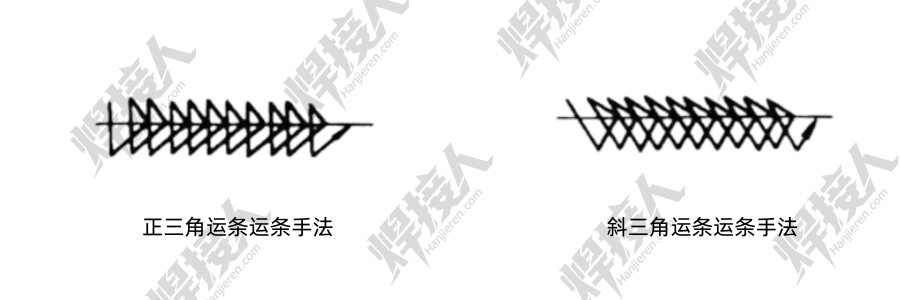
立焊填充时,坡口底部未焊透、夹渣频发,是很多焊工的常见困扰。即便电流合适,缺陷依然不断。其实,运条手法才是关键,三角运条正是解决这类问题的核心。…
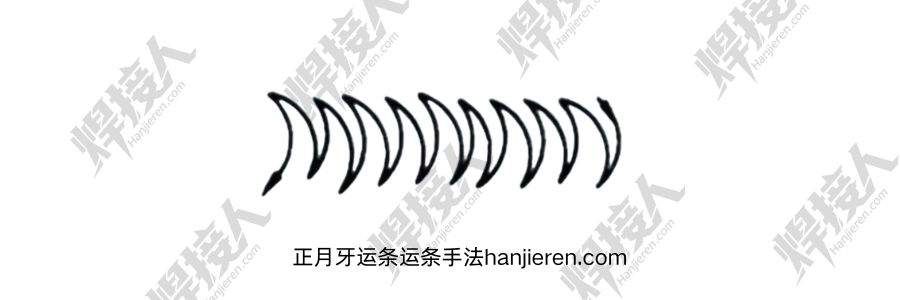
管道焊接时,环形焊缝熔池偏流、密封性不足,是影响质量的关键问题。很多焊工参数正确,却依然出现缺陷。其实,运条手法才是核心,正月牙运条正是管道焊接的关键。…
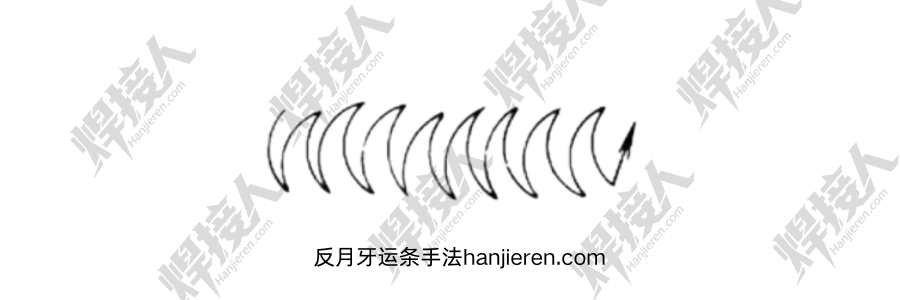
立焊、仰焊时,铁水下坠、熔池塌陷,是焊工最难攻克的问题。参数反复调整,缺陷依然存在。其实,运条手法才是关键,反月牙运条正是解决立仰焊难题的核心。…

焊口填充时,坡口死角未熔合、夹渣残留,返修率居高不下,是焊工的常见困扰。即便操作谨慎,缺陷依然频发。其实,运条手法才是关键,斜锯齿运条正是控渣防缺的核心。…

进二退一也叫直线往复式运条手法,在大间隙焊接、薄板焊接时,烧穿、漏铁水频发,是焊工最头疼的问题。参数调低仍难控制,其实,运条手法才是关键,进二退一运条正是防穿补缝的核心。…
焊接时总纠结:焊缝表面该留个小凸起吗?留高了怕出问题,留平了又担心强度不够?其实这个“小凸起”就是焊缝余高,把控好它是焊缝质量达标的关键一步。

先把概念讲透彻:对接焊缝中,焊缝表面超出两焊趾连线的那部分金属高度,就是余高。简单说,它就像焊缝“额外长出来的小脊梁”,看着不起眼,作用却不小。
余高的核心价值在于“补强度、助检测”。它能直接增加焊缝的截面积,就像给桥梁多架了一层承重梁,让焊缝整体强度更扎实;同时,这层凸起还能提高X射线摄片的灵敏度,方便检测人员排查内部缺陷,避免“内伤”遗漏。
但千万别以为余高越高越好!它就像炒菜放盐,少了没味道,多了则难以下咽。过高的余高会让焊趾处产生“应力集中”,就像绳子上打了个死结,受力时容易从这里断裂;而且还会增加母材变形风险,影响工件的尺寸精度。反过来,余高低于母材也不行,相当于焊缝“没吃饱”,强度不够,根本扛不住工作负荷。
行业里早有明确标准:焊条电弧焊的余高要控制在0~3mm,埋弧焊则是0~4mm。新人实操时可以这么判断:余高略高于母材表面,用手摸起来平滑过渡,没有尖锐棱角,基本就达标了。比如焊接管道对接焊缝,余高超过3mm就得分次打磨,低于0mm则需要补焊,确保符合规范
关键是找到“刚刚好”的平衡:不达标则强度不足,超标则隐患暗藏。精准把控余高,让焊缝既够坚固又无短板,才是工程质量的底气所在。