焊接接头的形式
🔩说明:本文由焊接人小编整理发布,未经允许请勿转载!部分文字图片来自书籍、网络、百度,作者不详,版权归原作者所有,如涉及侵权或对版权有疑问,请联系删除处理
本文链接:http://www.hanjieren.com/hanjiejishu/hanjiejietoudexingsh.html

🔩说明:本文由焊接人小编整理发布,未经允许请勿转载!部分文字图片来自书籍、网络、百度,作者不详,版权归原作者所有,如涉及侵权或对版权有疑问,请联系删除处理
本文链接:http://www.hanjieren.com/hanjiejishu/hanjiejietoudexingsh.html
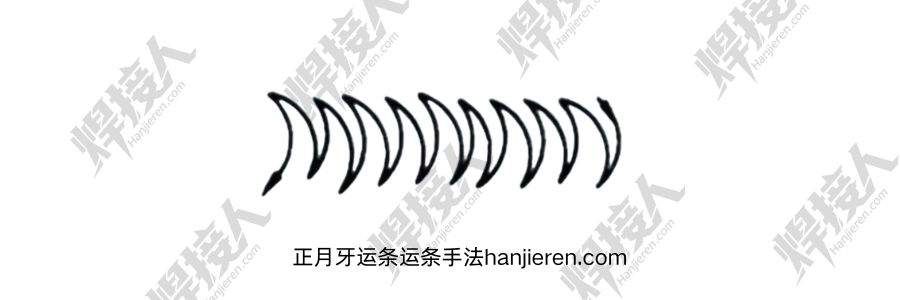
管道焊接时,环形焊缝熔池偏流、密封性不足,是影响质量的关键问题。很多焊工参数正确,却依然出现缺陷。其实,运条手法才是核心,正月牙运条正是管道焊接的关键。…
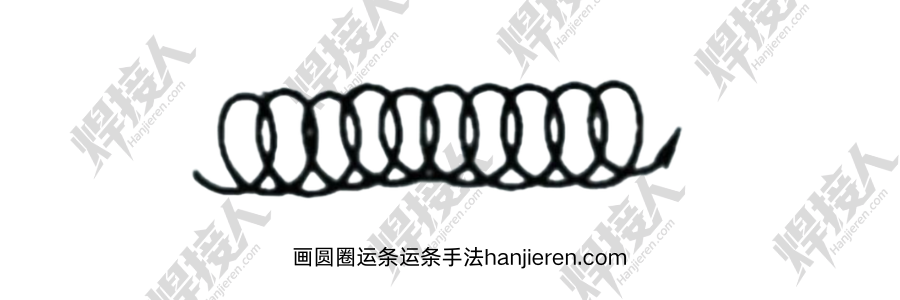
平焊盖面时,焊缝焊纹粗糙、余高不均,外观难以达标,是很多焊工的困扰。即便填充合格,盖面依然不理想。其实,运条手法才是关键,画圆运条正是提升美观度的核心。…
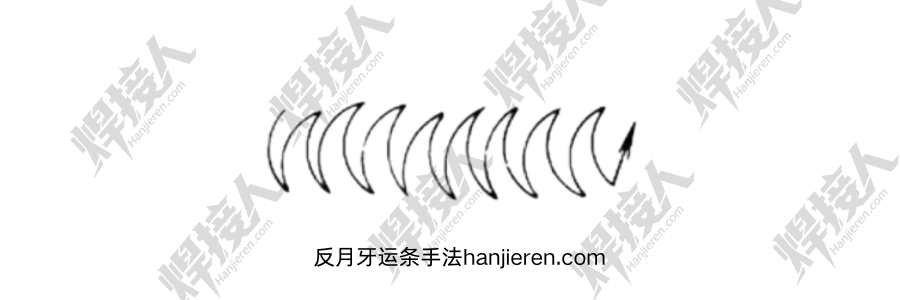
立焊、仰焊时,铁水下坠、熔池塌陷,是焊工最难攻克的问题。参数反复调整,缺陷依然存在。其实,运条手法才是关键,反月牙运条正是解决立仰焊难题的核心。…

焊口填充时,坡口死角未熔合、夹渣残留,返修率居高不下,是焊工的常见困扰。即便操作谨慎,缺陷依然频发。其实,运条手法才是关键,斜锯齿运条正是控渣防缺的核心。…
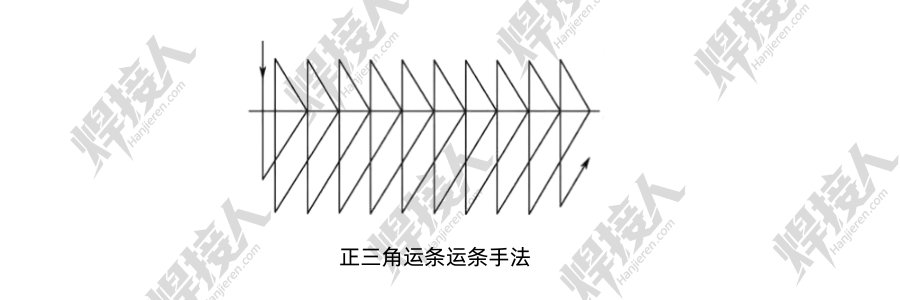
二保焊立焊时,熔池流动性强、易下坠,成型难控,是焊工的常见困扰。参数合适仍难稳定,其实,运条手法才是关键,正三角运条正是二保焊立焊的核心。…
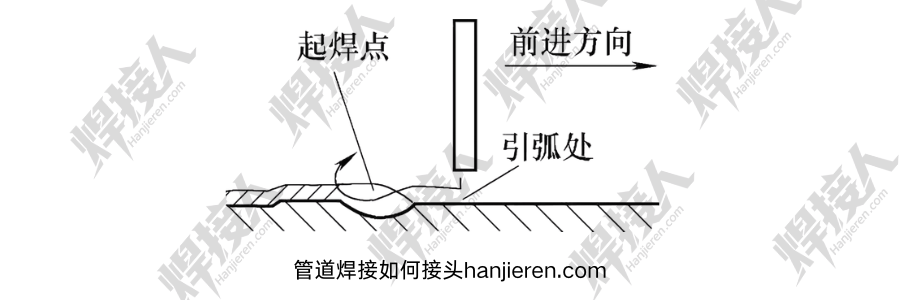
新手焊工刚上手操作,常常面临起弧不稳、接头不规整的难题,不仅影响焊缝美观,还埋下质量隐患。掌握标准的起弧与接头方法,是焊好每一道焊缝的第一步。引弧是焊接的核心起步动作,操作规范直接决定焊接质量。正式施…
刚上手焊接的新人是不是常犯愁:焊缝宽了怕浪费材料,窄了怕不牢固?其实焊趾和焊缝宽度是把控焊缝质量的基础关键,搞懂这两个概念,才算摸清焊接成形的门道。

先给大家划重点:咱们焊接时,焊缝表面和母材“牵手”的地方,就叫焊趾,相当于焊缝和母材的“交界线”;而单道焊缝横截面上,两个焊趾之间的距离,就是焊缝宽度,简单说就是焊缝的“横向跨度”。这俩概念看着不起眼,却直接影响焊缝的强度和使用寿命。
很多新人觉得焊缝越宽越好,其实大错特错!焊缝宽度不是“越宽越靠谱”,而是要和焊缝厚度匹配,就像盖房子,墙体厚度和高度得成比例,不然容易开裂。比如薄板材焊接,焊缝太宽会导致母材过热变形,还可能出现气孔、夹渣;厚板材焊接,焊缝太窄又无法焊透,留下安全隐患。
再说说焊趾,它可是焊缝的“薄弱环节”。如果焊趾处有咬边、未熔合等缺陷,就像衣服缝边没锁好,容易从这里撕开。实际操作中,要保证焊趾平滑过渡,没有尖锐棱角,这样才能分散应力,避免受力时开裂。比如管道焊接,焊趾处理不好,高压流体流过时,很可能从这里引发泄漏。
那怎么把控这两个关键?核心是“看材质、调参数”:根据母材厚度选焊接电流、电压和焊接速度,确保焊缝宽度适中;焊接时注意运条手法,让焊趾充分熔合,成形美观。比如焊接Q235钢板,厚度10mm时,焊缝宽度控制在12-15mm为宜,焊趾处要多停留片刻,保证熔合良好。
记住,焊缝宽度是质量的“标尺”,焊趾是安全的“防线”。精准把控每一处细节,才能让焊缝既经得起检验,又扛得住考验,筑牢工程安全的根基。