焊工入门必学:10种标准运条手法,新手练会就能上岗
🔩说明:本文由焊接人小编整理发布,未经允许请勿转载!部分文字图片来自书籍、网络、百度,作者不详,版权归原作者所有,如涉及侵权或对版权有疑问,请联系删除处理
本文链接:http://www.hanjieren.com/hanjiejishu/hangongrumenbixue10z.html

🔩说明:本文由焊接人小编整理发布,未经允许请勿转载!部分文字图片来自书籍、网络、百度,作者不详,版权归原作者所有,如涉及侵权或对版权有疑问,请联系删除处理
本文链接:http://www.hanjieren.com/hanjiejishu/hangongrumenbixue10z.html
上一篇:焊缝的余高与标准(图)
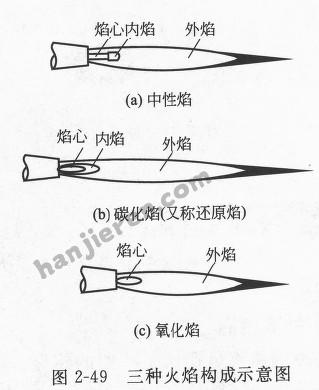
你知道吗?气焊时火焰的选择直接决定了焊缝的质量,选错了火焰,再好的手艺也白搭。今天咱们就把氧-乙炔焰的门道说透。气焊用的火焰是氧气和乙炔混合燃烧的产物,这股火的脾气,完全由氧气和乙炔的比例决定。根据比…
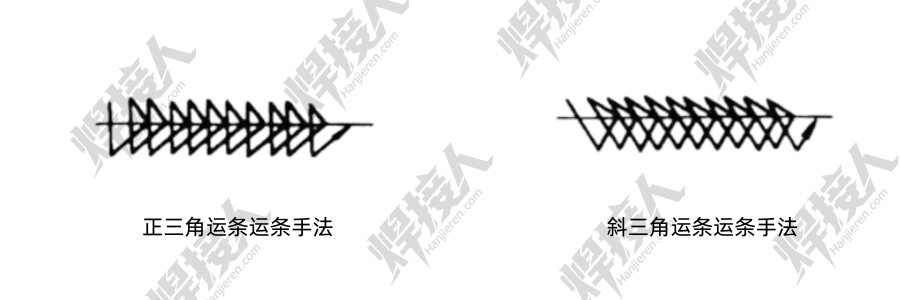
立焊填充时,坡口底部未焊透、夹渣频发,是很多焊工的常见困扰。即便电流合适,缺陷依然不断。其实,运条手法才是关键,三角运条正是解决这类问题的核心。…
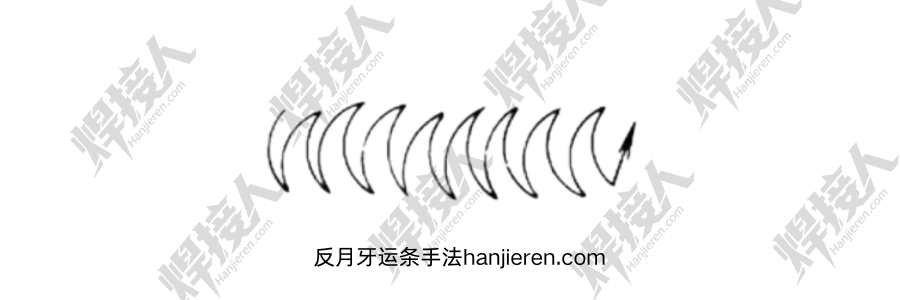
立焊、仰焊时,铁水下坠、熔池塌陷,是焊工最难攻克的问题。参数反复调整,缺陷依然存在。其实,运条手法才是关键,反月牙运条正是解决立仰焊难题的核心。…

焊口填充时,坡口死角未熔合、夹渣残留,返修率居高不下,是焊工的常见困扰。即便操作谨慎,缺陷依然频发。其实,运条手法才是关键,斜锯齿运条正是控渣防缺的核心。…

进二退一也叫直线往复式运条手法,在大间隙焊接、薄板焊接时,烧穿、漏铁水频发,是焊工最头疼的问题。参数调低仍难控制,其实,运条手法才是关键,进二退一运条正是防穿补缝的核心。…
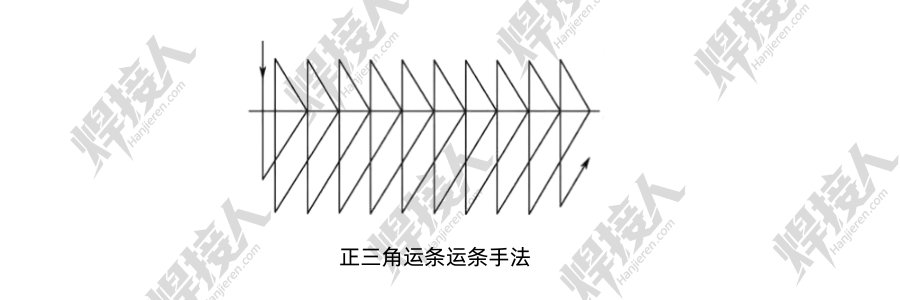
二保焊立焊时,熔池流动性强、易下坠,成型难控,是焊工的常见困扰。参数合适仍难稳定,其实,运条手法才是关键,正三角运条正是二保焊立焊的核心。…
很多焊工新人刚上手,焊缝宽窄不一、咬边夹渣频发,总以为是电流没调好。其实,运条手法才是关键,而锯齿形运条,正是解决这些问题的核心基础。

锯齿形运条是焊接运条体系中最基础、最通用、适用范围最广的手法,也是每一位焊工必须最先掌握的基本功。它动作简单、节奏清晰、控池稳定,几乎能适配平、横、立、仰全位置焊接,被行业称为“万能运条法”。无论是手工电弧焊还是二保焊,锯齿形运条都是入门第一课,练好它,后续所有复杂运条都能事半功倍。
锯齿形运条的核心动作,是焊条沿焊接方向前进的同时,做连续、均匀的左右横向摆动,形成规整的锯齿状轨迹。摆动时,两侧必须稍作停留,保证坡口边缘充分熔合,避免未熔合、咬边等缺陷;中间位置快速带过,防止焊缝中间过高、铁水堆积。整个过程节奏稳定、幅度一致,才能焊出宽窄均匀、外观整齐的焊缝。摆动幅度一般控制在5—15mm,根据焊缝宽度灵活调整,薄板小幅、厚板可适当加大。
该手法的适用场景极为广泛,覆盖所有常规焊接位置与工序。平焊用它,熔池稳定、成型饱满;横焊用它,能有效抑制铁水下坠;立焊、仰焊时减小幅度、加快速度,依然能保持熔池可控。无论是板材对接、角接、坡口焊,还是打底、填充、盖面全工序,锯齿形运条都能胜任,是中厚板焊接最常用的运条方式。
对新人而言,锯齿形运条最大的价值在于“好上手、易控温、少缺陷”。两侧停留能减少夹渣与未熔合,匀速摆动能避免焊缝忽宽忽窄,只要把节奏练稳,一次合格率就能明显提升。很多月牙、三角、八字等复杂手法,本质都是在锯齿运条的基础上演变而来,把它练扎实,后续进阶会轻松很多。
练习锯齿运条,关键记住三句话:两侧要停、中间要快、幅度要匀。动作稳、节奏稳、熔池稳,焊缝自然稳。看似简单的摆动,其实藏着焊工最基础的控池能力,练到熟练,就是焊好每一道焊缝的底气。