别再瞎焊了!焊缝的几何外观,决定了你焊口的使用寿命
🔩说明:本文由焊接人小编整理发布,未经允许请勿转载!部分文字图片来自书籍、网络、百度,作者不详,版权归原作者所有,如涉及侵权或对版权有疑问,请联系删除处理
本文链接:http://www.hanjieren.com/hanjiejishu/8cac6A8AF039b096.html

🔩说明:本文由焊接人小编整理发布,未经允许请勿转载!部分文字图片来自书籍、网络、百度,作者不详,版权归原作者所有,如涉及侵权或对版权有疑问,请联系删除处理
本文链接:http://www.hanjieren.com/hanjiejishu/8cac6A8AF039b096.html
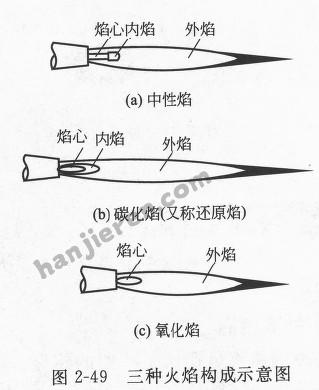
你知道吗?气焊时火焰的选择直接决定了焊缝的质量,选错了火焰,再好的手艺也白搭。今天咱们就把氧-乙炔焰的门道说透。气焊用的火焰是氧气和乙炔混合燃烧的产物,这股火的脾气,完全由氧气和乙炔的比例决定。根据比…
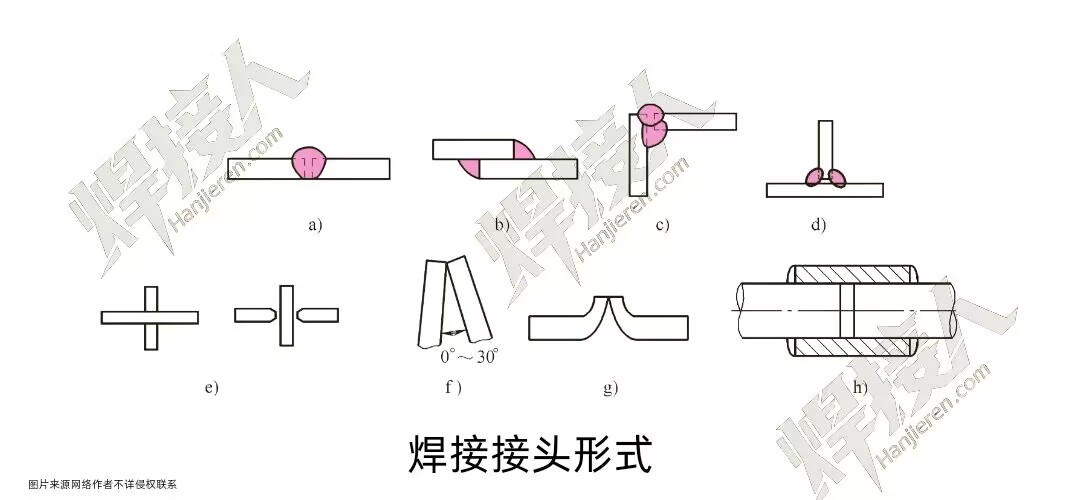
刚入行的工程新人是不是常困惑:同样是焊接,为啥有的焊缝是直线、有的是直角?其实焊接接头藏着工程连接的核心密码,搞懂8种基础形式,才算迈过焊接入门第一关。…
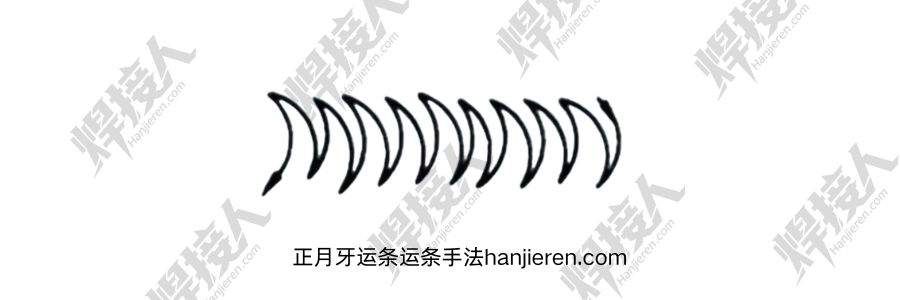
管道焊接时,环形焊缝熔池偏流、密封性不足,是影响质量的关键问题。很多焊工参数正确,却依然出现缺陷。其实,运条手法才是核心,正月牙运条正是管道焊接的关键。…
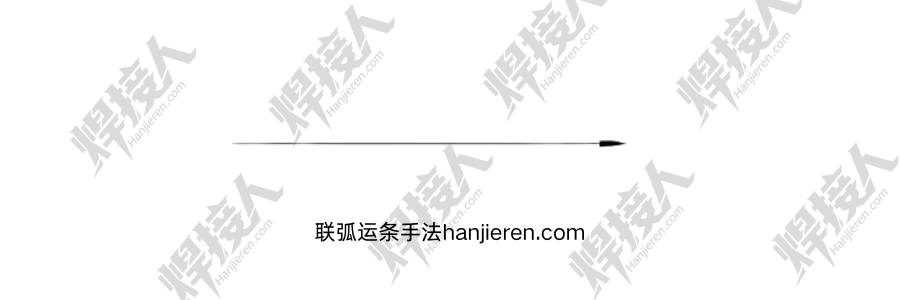
坡口填充时,接头多、气孔夹渣频发,效率低下,是批量焊接的痛点。断弧操作难控质量,其实,运条手法才是关键,连弧焊法正是高效填充的核心。连弧焊法是高效率运条方式,…
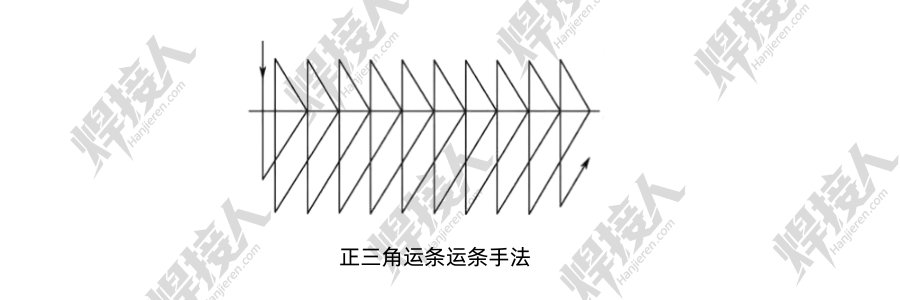
二保焊立焊时,熔池流动性强、易下坠,成型难控,是焊工的常见困扰。参数合适仍难稳定,其实,运条手法才是关键,正三角运条正是二保焊立焊的核心。…
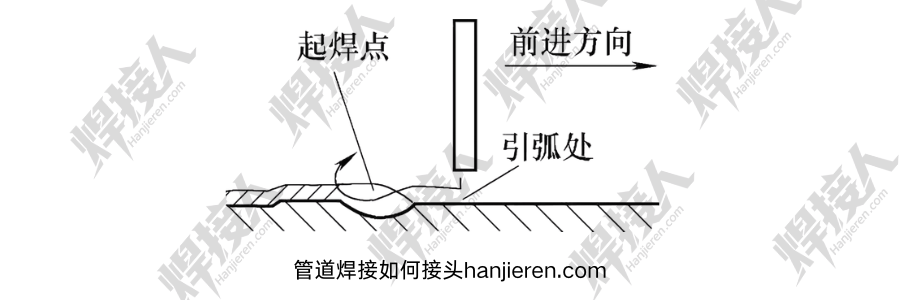
新手焊工刚上手操作,常常面临起弧不稳、接头不规整的难题,不仅影响焊缝美观,还埋下质量隐患。掌握标准的起弧与接头方法,是焊好每一道焊缝的第一步。引弧是焊接的核心起步动作,操作规范直接决定焊接质量。正式施…
新手焊工常遇难题:焊完工件歪扭变形,白费功夫还影响质量?其实选对焊接顺序和方法,就能有效控制变形,这5个实用工艺,新手一定要掌握!

焊接变形的核心原因是工件受热不均,局部热胀冷缩产生应力,而改变焊接方式,让热量分散、应力抵消,就能从源头减少变形,不同长度的焊缝,对应不同的适配方法,新手按焊缝长度选就行,简单好操作。
焊缝1m以上:选分段退焊、分中分段退焊、跳焊或交替焊。分段退焊除立焊外都能用,每段焊0.5-1m,减小热影响区;分中分段退焊适合中薄板平焊/仰焊,从中间向两端退焊,散热更快;跳焊分散热量效果佳,钢板焊段200-400mm,不锈钢/铜不超200mm;交替焊和跳焊类似,焊段距离更长,专治薄板长焊缝变形。
焊缝0.5-1m:用分中对称焊法最适配。从焊缝正中心开始,向左右两端对称施焊,一次焊完,让工件两侧受热均匀,应力相互抵消,完美控制中等长度焊缝的变形问题。
新手实操小技巧:能把连续焊缝改成断续焊缝的,优先改,进一步减少整体受热;焊接时留意工件温度,避免局部过热,多人协作长焊缝时,可配合挡弧板,让焊接更规范。
这5种方法不用复杂设备,纯靠调整焊接顺序就能见效,新手练习时按焊缝长度对号入座,多练几次就能熟练掌握,再也不用愁焊完工件变形。
选对焊接工艺,控住受热变形,每一道焊缝都能焊得规整合格。