304和316不锈钢怎么分辨?焊工新人必学的材质鉴别技巧
🔩说明:本文由焊接人小编整理发布,未经允许请勿转载!部分文字图片来自书籍、网络、百度,作者不详,版权归原作者所有,如涉及侵权或对版权有疑问,请联系删除处理
本文链接:http://www.hanjieren.com/hanjiejishu/A970D0e4586F2B99.html

🔩说明:本文由焊接人小编整理发布,未经允许请勿转载!部分文字图片来自书籍、网络、百度,作者不详,版权归原作者所有,如涉及侵权或对版权有疑问,请联系删除处理
本文链接:http://www.hanjieren.com/hanjiejishu/A970D0e4586F2B99.html
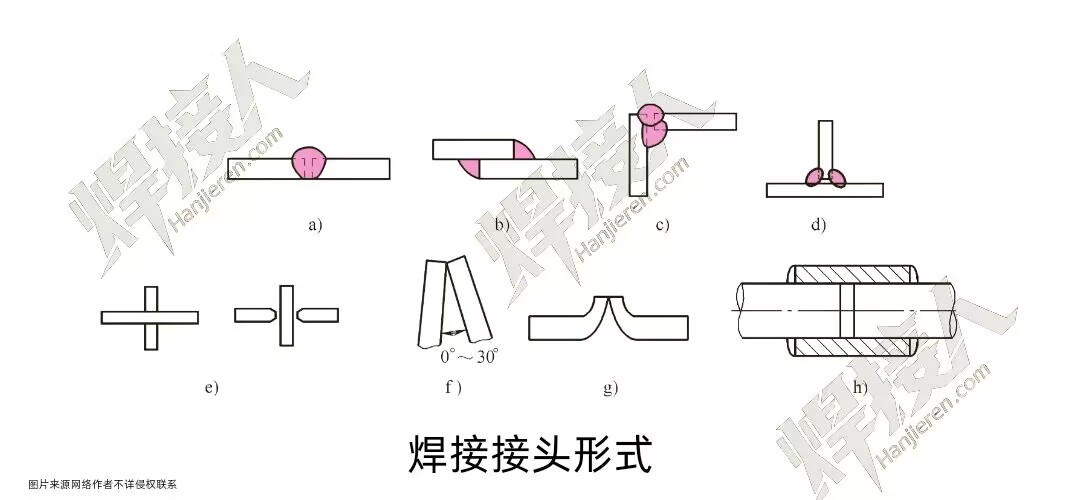
刚入行的工程新人是不是常困惑:同样是焊接,为啥有的焊缝是直线、有的是直角?其实焊接接头藏着工程连接的核心密码,搞懂8种基础形式,才算迈过焊接入门第一关。…
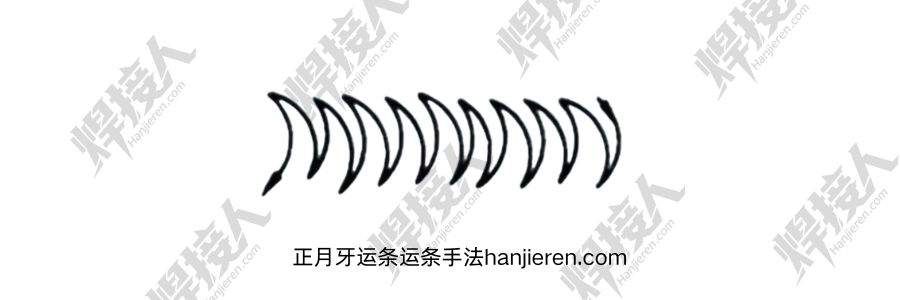
管道焊接时,环形焊缝熔池偏流、密封性不足,是影响质量的关键问题。很多焊工参数正确,却依然出现缺陷。其实,运条手法才是核心,正月牙运条正是管道焊接的关键。…
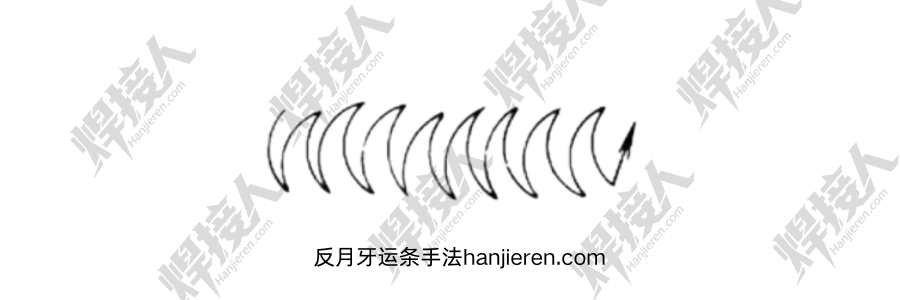
立焊、仰焊时,铁水下坠、熔池塌陷,是焊工最难攻克的问题。参数反复调整,缺陷依然存在。其实,运条手法才是关键,反月牙运条正是解决立仰焊难题的核心。…
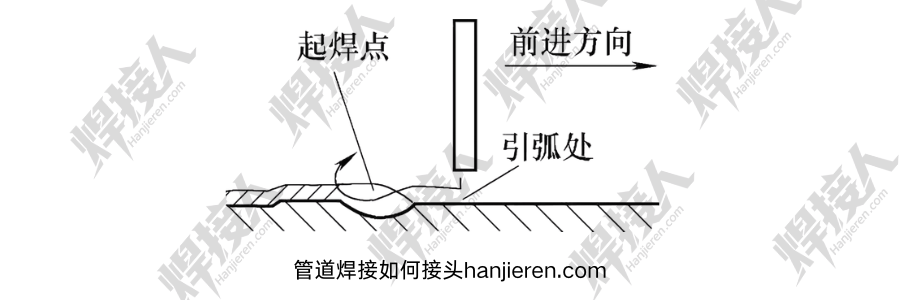
新手焊工刚上手操作,常常面临起弧不稳、接头不规整的难题,不仅影响焊缝美观,还埋下质量隐患。掌握标准的起弧与接头方法,是焊好每一道焊缝的第一步。引弧是焊接的核心起步动作,操作规范直接决定焊接质量。正式施…
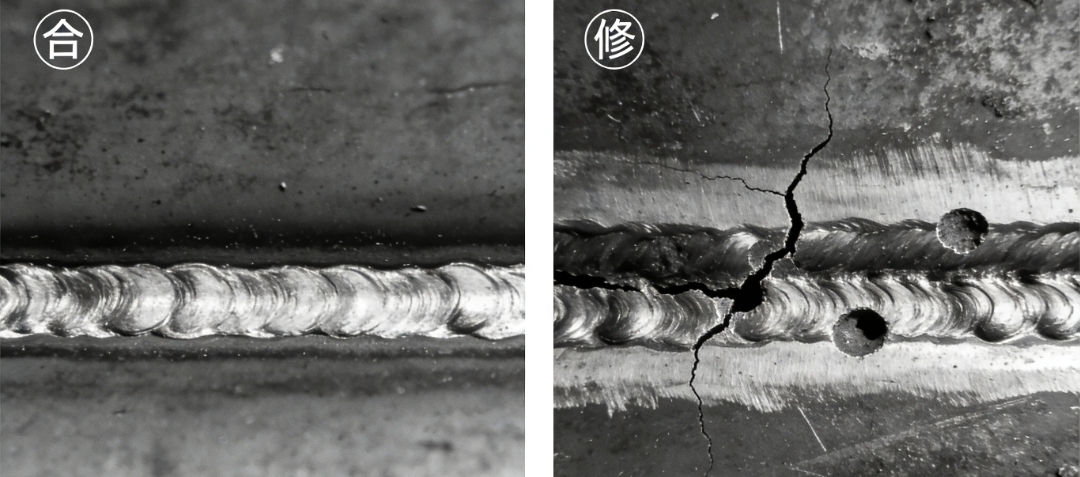
焊接中缺陷返修很常见,但为啥同一部位不能反复修?新人常踩坑,修到第三次还不合格,既费料又留安全隐患,返修次数的规矩到底该咋守?…
金属部件突然断裂,轻则停工返工造成损失,重则引发设备故障甚至安全事故,焊工实操中常遇却难精准判断原因。其实抓住断裂本质,按特征找根源,新手也能快速识别金属断裂类型。
金属断裂看似突发,本质都是材料内部应力超过自身力学性能承载阈值,或在环境、时间等外部因素作用下,材料性能持续衰减,最终无法承受应力而失效。无论是瞬间断裂还是缓慢开裂,核心都是应力与材料性能的平衡被打破,只是触发条件、作用过程不同,造就了不同的断裂类型和特征。
金属断裂的类型由受力方式、工作环境、材料特性共同决定,不同类型的断裂有明确的形成原理和辨识度极高的特征,这是判断断裂原因的关键依据,也是焊工排查焊接后部件失效的核心逻辑:
1、过载断裂:应力直接超过材料抗拉强度,韧性材料有缩颈、断口杯锥状呈暗灰色,脆性材料断口平整有光泽,多因设计、载荷或材料强度问题引发;

2、疲劳断裂:占工程断裂80%-90%,循环交变应力长期作用,无明显塑性变形,断口有疲劳源(光滑)、扩展区(贝壳纹)、瞬断区(粗糙),应力集中、频繁振动是主因;

3、应力腐蚀开裂:拉应力+特定腐蚀环境共同作用,裂纹呈树枝状有分支,断口灰暗脆硬,常因材料与介质不匹配、焊接残余应力大导致;

4、氢脆:氢原子进入金属致韧性下降,断裂有延迟性,断口平齐,微观呈沿晶或鸡爪状,电镀渗氢、焊接湿度大是常见诱因;

5、蠕变断裂:高温下应力低于屈服强度但长期作用,断裂前塑性变形大,断口有氧化色、蠕变空洞,多发生在锅炉管道、涡轮叶片等高温部件;

6、脆性断裂:断裂前无明显塑性变形、扩展极快,断口平齐光亮有结晶状、人字形花样,低温、冲击载荷、严重应力集中易引发。

分析金属断裂原因无需复杂操作,核心是从宏观到微观、从外观到本质的5步分析法,亮点在于新手易上手、专业度可进阶,既适配焊工现场快速排查,也能满足工程精准检测需求,层层递进无遗漏:宏观断口看特征→微观形貌辨细节→成分金相查材质→力学性能测指标→综合场景定根源,每一步都有明确判断标准,避免盲目排查。
用肉眼或放大镜观察即可操作,是焊工现场排查的首选方法:
1. 看塑性变形:有缩颈、变形大→过载断裂;无明显变形→疲劳、氢脆、脆性断裂;
2. 看断口纹路:有贝壳纹/海滩花样→疲劳断裂;有人字形花样/放射棱条→脆性断裂,纹路收敛处为裂纹源;
3. 看裂纹形态:树枝状分支裂纹→应力腐蚀开裂;断口附近有微小空洞→蠕变断裂。
借助扫描电子显微镜,是确认断裂类型的“铁证”,焊工需了解核心特征:
1. 韧窝状凹坑→过载韧性断裂,韧窝大深代表塑性好,浅小代表塑性差;
2. 平行弯曲疲劳辉纹→疲劳断裂,辉纹间距可推算应力大小;
3. 河流/舌头状形貌→解理脆性断裂,河流汇聚方向为裂纹源;
4. 冰糖状沿晶形貌→沿晶脆性断裂,伴腐蚀产物为应力腐蚀,无腐蚀产物多为氢脆。
1. 成分分析:检查材料化学成分是否符合标准,排除材质不合格导致的断裂;
2. 金相分析:观察是否有非金属夹杂物、晶粒粗大、表面脱碳层等微观缺陷;
3. 力学测试:检测强度、硬度、塑性等指标,对比设计标准,判断材料性能是否达标。
必须结合部件的实际受力状态、工作环境(温度、介质)、加工工艺(焊接、电镀),比如奥氏体不锈钢在含氯离子环境中开裂,大概率是应力腐蚀;焊接后湿度大引发的断裂,需排查氢脆。
焊工在焊接加工、部件检测中,掌握断裂分析方法,既能提前规避断裂风险,也能在出现问题时快速定位原因,保障工程质量:
1、焊接过程规避:焊接时控制焊接参数,减少残余应力;避免焊接环境湿度过大,防止氢脆;根据工作环境选择适配材料,如含氯离子环境用316不锈钢,避免应力腐蚀;
2、部件加工注意:对焊接件尖角、缺口做倒角处理,消除应力集中,减少疲劳断裂风险;高温工况部件选用耐高温、抗蠕变的金属材料;
3、断裂后排查实操:焊接件出现断裂,先宏观观察断口特征初判类型,如无变形有贝壳纹则为疲劳断裂,重点检查是否有应力集中点;若在腐蚀环境中开裂,结合裂纹分支特征判断应力腐蚀,后续优化材料和焊接应力处理;
4、质量检测重点:对关键焊接部件,重点检测力学性能和金相组织,排除材质缺陷、焊接缺陷导致的承载能力不足,从源头降低断裂概率。
金属断裂的排查与规避,是焊工把控工程质量的关键能力。读懂断裂特征,找对失效根源,既能提前规避焊接加工中的风险,也能在问题出现时快速解决,守住设备运行和工程施工的安全底线。
