金属断裂原因全解析 焊工新人必学的失效判断技巧
🔩说明:本文由焊接人小编整理发布,未经允许请勿转载!部分文字图片来自书籍、网络、百度,作者不详,版权归原作者所有,如涉及侵权或对版权有疑问,请联系删除处理
本文链接:http://www.hanjieren.com/hanjiejishu/db4b4B4D63Db5EDD.html

🔩说明:本文由焊接人小编整理发布,未经允许请勿转载!部分文字图片来自书籍、网络、百度,作者不详,版权归原作者所有,如涉及侵权或对版权有疑问,请联系删除处理
本文链接:http://www.hanjieren.com/hanjiejishu/db4b4B4D63Db5EDD.html
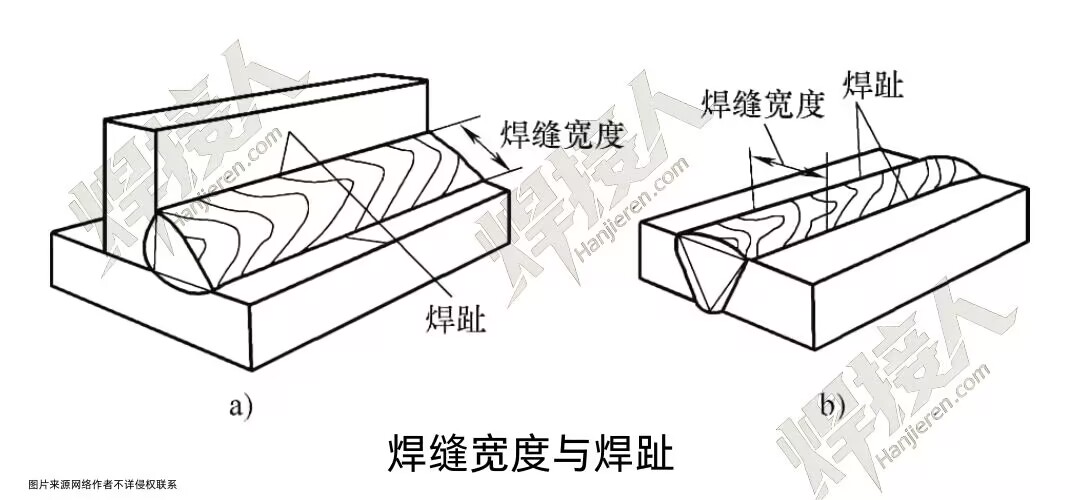
刚上手焊接的新人是不是常犯愁:焊缝宽了怕浪费材料,窄了怕不牢固?其实焊趾和焊缝宽度是把控焊缝质量的基础关键,搞懂这两个概念,才算摸清焊接成形的门道。…
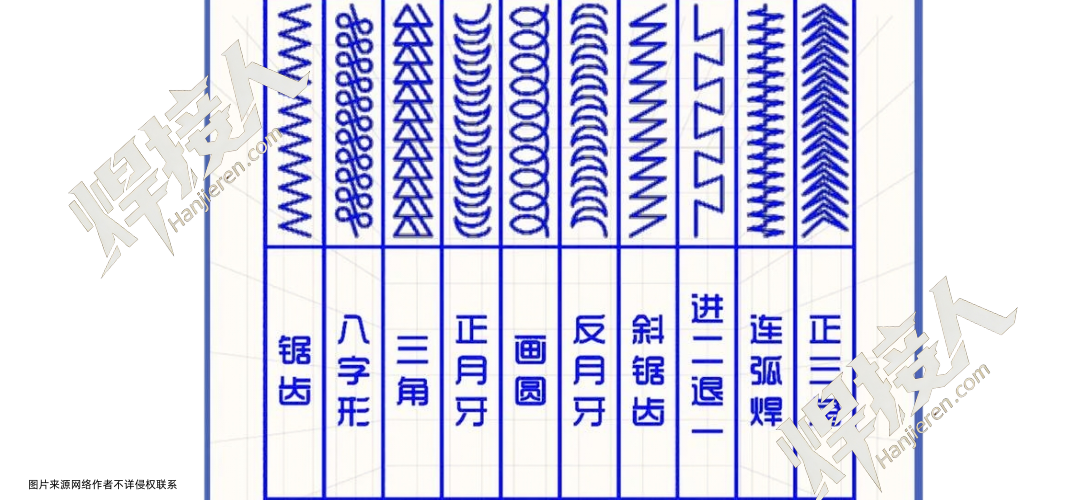
不少新人焊工一上机就焊缝歪、铁水坠、夹渣多,总以为是电流电压没调好。实际上,运条手法不对,再调参数也焊不出合格焊缝,标准运条才是焊接成型的核心。运条是电焊最基础的动作,也是决定焊缝外观、强度、合格率的…
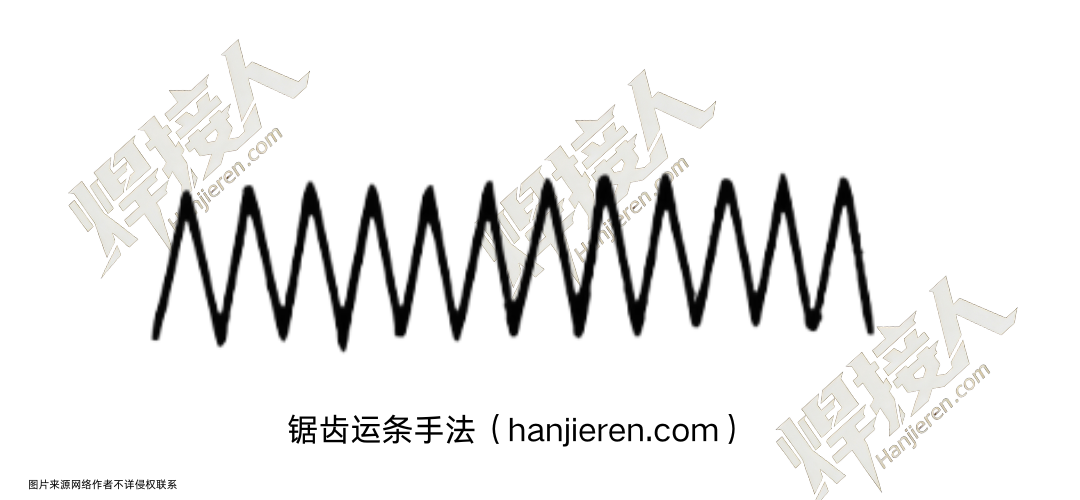
很多焊工新人刚上手,焊缝宽窄不一、咬边夹渣频发,总以为是电流没调好。其实,运条手法才是关键,而锯齿形运条,正是解决这些问题的核心基础。锯齿形运条是焊接运条体系中最基础、最通用、适用范围最广的手法…
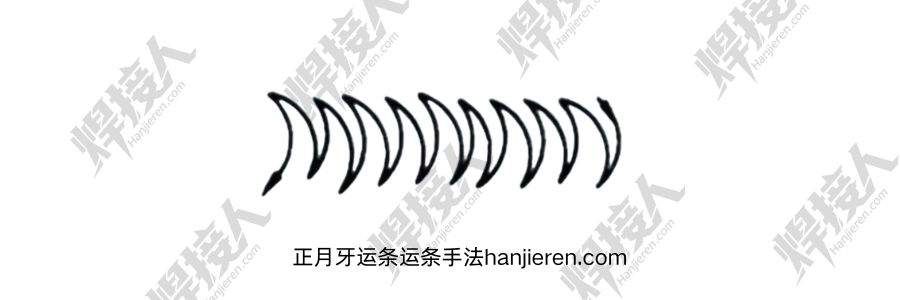
管道焊接时,环形焊缝熔池偏流、密封性不足,是影响质量的关键问题。很多焊工参数正确,却依然出现缺陷。其实,运条手法才是核心,正月牙运条正是管道焊接的关键。…
平焊盖面时,焊缝焊纹粗糙、余高不均,外观难以达标,是很多焊工的困扰。即便填充合格,盖面依然不理想。其实,运条手法才是关键,画圆运条正是提升美观度的核心。…
焊接中缺陷返修很常见,但为啥同一部位不能反复修?新人常踩坑,修到第三次还不合格,既费料又留安全隐患,返修次数的规矩到底该咋守?…
焊接后焊缝里藏着气孔,轻则影响外观,重则降低接头强度、引发腐蚀泄漏,新人常遇却找不准原因、控不住问题。其实摸透气孔形成逻辑,抓牢全流程管控要点,就能从源头规避这一常见缺陷。
焊接气孔的核心本质,就是焊接熔池在高温时溶解了氢气、氮气、一氧化碳等气体,冷却凝固的速度快于气体逸出的速度,最终气体被困在焊缝金属中形成的孔洞,尺寸从微米到毫米不等,形态也随气体类型不同有明显差异。
而气孔的产生必须同时满足三个核心条件:一是有充足的气体来源,二是气体在高低温下的溶解度存在巨大差异,三是熔池凝固速度过快,三者缺一不可,这也是我们防控气孔的核心切入点。

想要精准防控气孔,首先要能区分不同类型的气孔,它们的气体来源、外观特征、产生条件各有不同,新手记准特征就能快速判断问题根源:
1、氢气孔:多来自空气湿度、焊条受潮、母材油污,呈圆形或椭圆形,内壁光滑亮白,常出现在低氢型焊条保护不当的工况中;
2、氮气孔:因空气侵入熔池导致,呈蜂窝状且成群分布,保护气体流量不足是最常见原因;
3、一氧化碳气孔:由氧化铁和碳发生化学反应生成,呈药条状、内部粗糙,焊缝含氧量过高时极易出现。
从分布位置看,气孔又分表面气孔和内部气孔,表面气孔肉眼可见,易成为腐蚀起点;内部气孔隐藏在焊缝中,会降低有效承载面积,需借助X射线、超声波才能检测,也是工程中最需警惕的隐形隐患。
看似不起眼的气孔,是焊接质量的“隐形杀手”,在所有焊接缺陷中占比15%-20%,对焊缝的力学性能、耐腐蚀性和致密性的危害远超想象:
从力学性能来看,每1%的气孔会让焊缝抗拉强度下降5-10%,延伸率降低15-25%,疲劳寿命直接缩短30-50%,冲击韧性也会大幅恶化;从耐腐蚀性来看,气孔会成为腐蚀介质的聚集点,诱发缝隙腐蚀、应力腐蚀和点蚀,让耐蚀材料失去防护作用;对于压力容器、管道等承压设备,气孔还会破坏密封性,导致介质泄漏,降低设备耐压能力,埋下严重的安全隐患。
焊接气孔的产生从不是单一因素导致的,而是材料、工艺参数、操作和环境等多方面问题的综合体现,新人排查时可以按这几个维度逐一核对:
1、材料因素:焊条药皮受潮、焊丝表面有油污、保护气体不纯,母材表面的锈层、切割液残留,都会成为气体的重要来源;
2、工艺参数因素:电流电压过高或过低、焊接速度太快,会导致熔池温度异常、冷却速度过快,气体来不及逸出;保护气体流量不当、焊枪角度偏差、喷嘴距离过远,会让空气侵入熔池,形成氮气孔;
3、环境因素:空气湿度超过70%RH时,氢气孔的敏感性会大幅增加;低温会加快熔池冷却,强风会破坏气体保护层,这些都是现场焊接中易忽视的诱因;
4、操作因素:运条方法不当、弧长控制不好、熔池观察不细致,也会间接导致气体无法顺利逸出,形成气孔。
防控焊接气孔,核心是建立“预防为主、全过程控制”的思维,从材料预处理、工艺参数优化、操作技巧提升到环境控制,每一步都做到位,就能大幅降低气孔产生概率,新手直接照做即可:
1、焊前材料预处理是重中之重:用砂轮、钢丝刷打磨母材和焊丝表面的锈层、油污,必要时用丙酮酸洗;焊条要在350-400℃烘烤1-2小时,库房储存做好温湿度控制;保护气体纯度需≥99.99%,含水量≤5ppm;
2、优化工艺参数,匹配焊接方法:手工电弧焊电流80-150A、电压22-28V,氩弧焊电流60-120A、电压12-18V,CO₂焊电流100-200A、电压18-24V,焊速根据板厚调整,控制热输入在0.5-2.5kJ/mm;
3、提升操作技巧,把控熔池状态:薄板用直线运条,厚板用月牙形、锯齿形运条;保持合适弧长,手工焊2-4mm、气体保护焊4-8mm,熔池以椭圆形为佳,清晰观察铁水流动;
4、严控焊接环境:环境湿度控制在70%RH以下,温度≥5℃,低温时做好预热;现场风速≤2m/s,强风时搭建防风棚,避免空气侵入熔池。
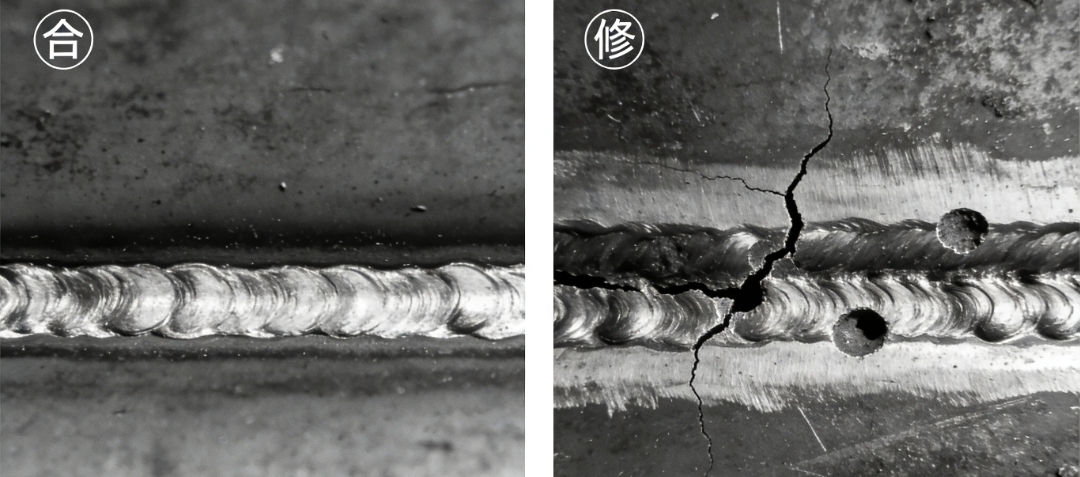
若焊接后检测出气孔,不能盲目补焊,需按规范操作,避免二次产生缺陷,同时做好质量管控:
1、彻底去除气孔:表面气孔用砂轮打磨,深孔、密集孔群用机械加工,确保缺陷清除干净;
2、规范补焊流程:补焊前加工标准坡口,做好预热防止再生气孔,选用低氢型焊接材料,焊后做好缓冷处理;
3、遵守返修规则:同一位置返修不超过2次,返修前先分析气孔产生原因,返修后重新用无损检测验证,同时做好完整的返修记录。
焊接不锈钢、铝合金、钛合金等特殊材料时,气孔防控难度更高,需针对性调整方法:
1、不锈钢:用低氢型焊材,控制热输入避免过热,采用短弧焊接,严控保护气体纯度;
2、铝合金:严格去除表面氧化膜,使用30%He+70%Ar的氦氩混合气,采用大电流、高焊速,预热至150-200℃;
3、钛合金:用99.999%的高纯度氩气,搭配拖罩保护焊缝,精准控制热输入和环境湿度。

气孔的检测要按位置选对方法,质量评定遵循行业标准,新手需了解核心要点:
1、无损检测方法:表面开口气孔用渗透检测,铁磁性材料的表面及近表面气孔用磁粉检测,内部气孔用射线、超声波检测,射线检测可检出≥0.1mm的气孔,结果更直观;
2、质量评定标准:Ⅰ级焊缝不允许有任何可见气孔,Ⅱ级焊缝气孔直径≤0.5倍板厚、数量≤2个/100mm,Ⅲ级焊缝气孔直径≤0.7倍板厚、数量≤3个/100mm。
焊接气孔的防控,考验的是焊工的细节把控能力和系统思维。把焊前清理、参数把控、环境控制的每一个细节做到位,不仅能避开气孔缺陷,更能筑牢焊接质量的基础。守住每一道焊缝的无孔底线,就是守住工程施工和设备运行的安全防线。